分享与关注:
目前,我国农化行业中固体包装车间存在许多问题:
1、自动化水平不高,用人多,工人劳动强度大。
2、缺乏智能化检测手段,质量无法管控。
3、物料流动不顺畅,有交叉污染的风险。
4、现场杂乱,不具备参观性。
5、设备布局不合理,空间利用率不高。
6、生产环境差,粉尘多,不利于员工身心健康。
我公司固体包装车间布局规划的推出就是为了让企业的人力、财力、物力和人流、物流、信息流得到最合理、最经济、最有效的配置和安排,即要确保规划的企业能以最小的投入获取效益。
一、固体包装车间布局规划的目标
1、质量保障:布局规划的重点,所有设计都是以质量保证为目标
2、协调布局:有效地利用设备、空间、能源和人力资源
3、物流顺畅:有效地减少物料搬运
4、增效:提高生产效率,缩短生产周期
5、降本:降低生产成本,力求投资最低
6、安全环保:为职工提供方便、舒适和符合职业卫生的条件。
1、规划产能:规划总纲,做什么产品,做多大的量,决定着规划规模,永远是车间规划的需求资料。
2、设备选型:根据产品及包装形式选择包装主体设备。
3、上料方式选择:根据物料特性及物料流转形式选择合适的上料方式。
4、功能区域规划:根据包装设备及上料方式确认相应的功能区域。
5、平面布置:遵循运输路线、布局紧凑、占地面积小整齐美观和调整、操作、维修安全方便等原则。
6、立体布置:包装工序特点、厂房允许高度、人员行走方便、卫生安全条件等问题,生产线各部分可布置在不同楼层里。
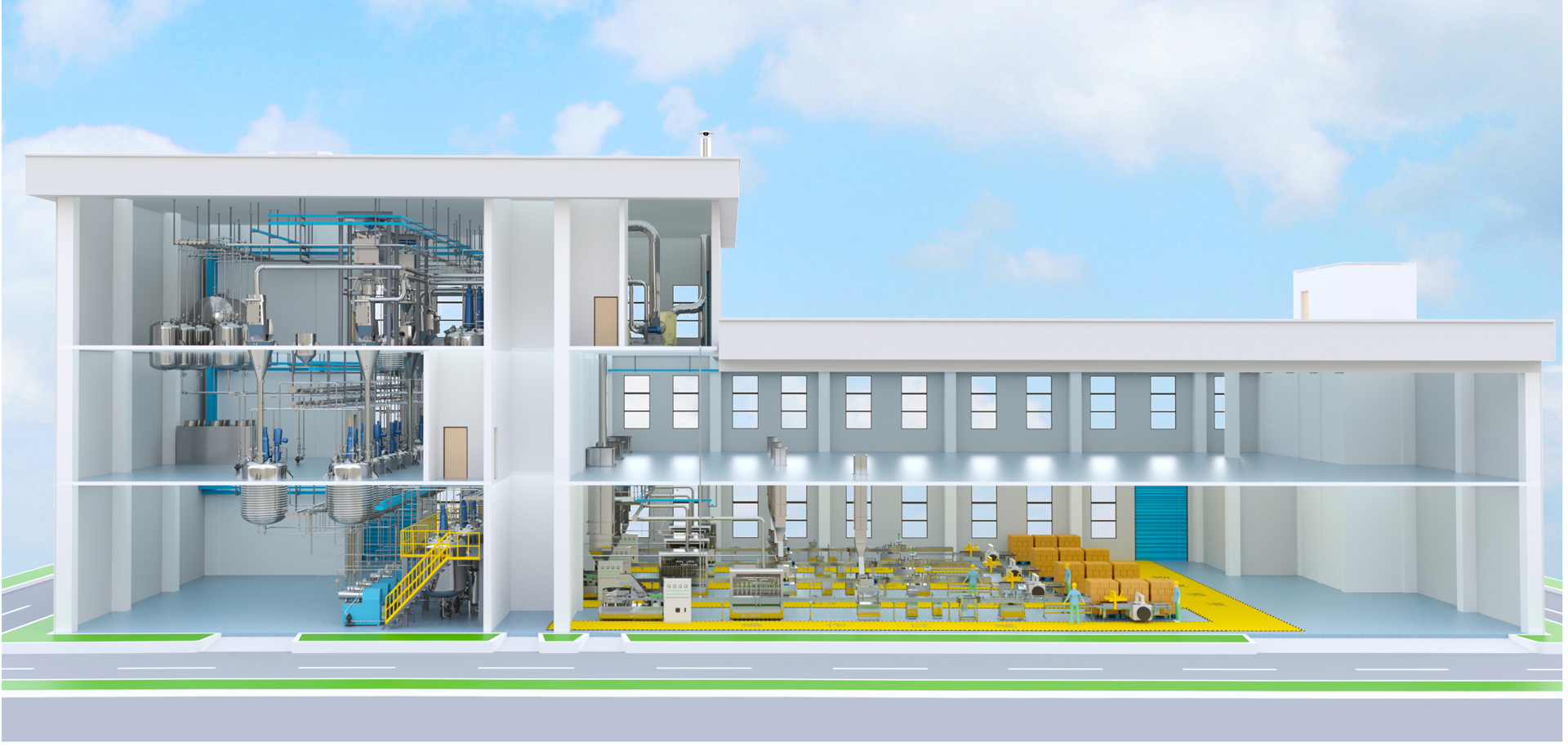
三、固体包装车间布局规划介绍
1、袋装车间排布效果如下图示:

2、主体包装设备选型参数(以DXD-180H卷模式袋装机为例):规格为1000(单袋),40包/分钟,240KG/时,1.92T/8小时:规格为500(双联袋),40*2包,240KG/时,1.92T/8小时。
3、对于辅机设备的选型:粉剂脱气下料装置可减少大量的粉尘,净化操作生产环境:更均匀的堆积比,同样的包装尺寸可以装填更多的物料,同样的装填量可以使用更小的包装。而粉剂称重式灌装系统精度较高,它采用了粗灌装加称重灌装(边称重边灌装),从而确保产品的高精度。
4、整线概述:以200G以内的卷膜袋装置全自动包装为例,它的包装流程为:自动制袋一一自动充填一一自动封口一一自动并线一一在线检重一一维码采集一一自动开箱一一自动加隔板—一自动装箱一一自动封箱一一自动打包