分享与关注:
客户实例分享
合作客户公司成立于2002年,是一家专注于农药原药、中间体、制剂、药肥产品研发、生产、销售推广和技术服务于一体的国家级高新技术企业(见企业荣誉),在农作物病、虫、草害的防治领域,公司产品品种数量位居国内同行业前列。

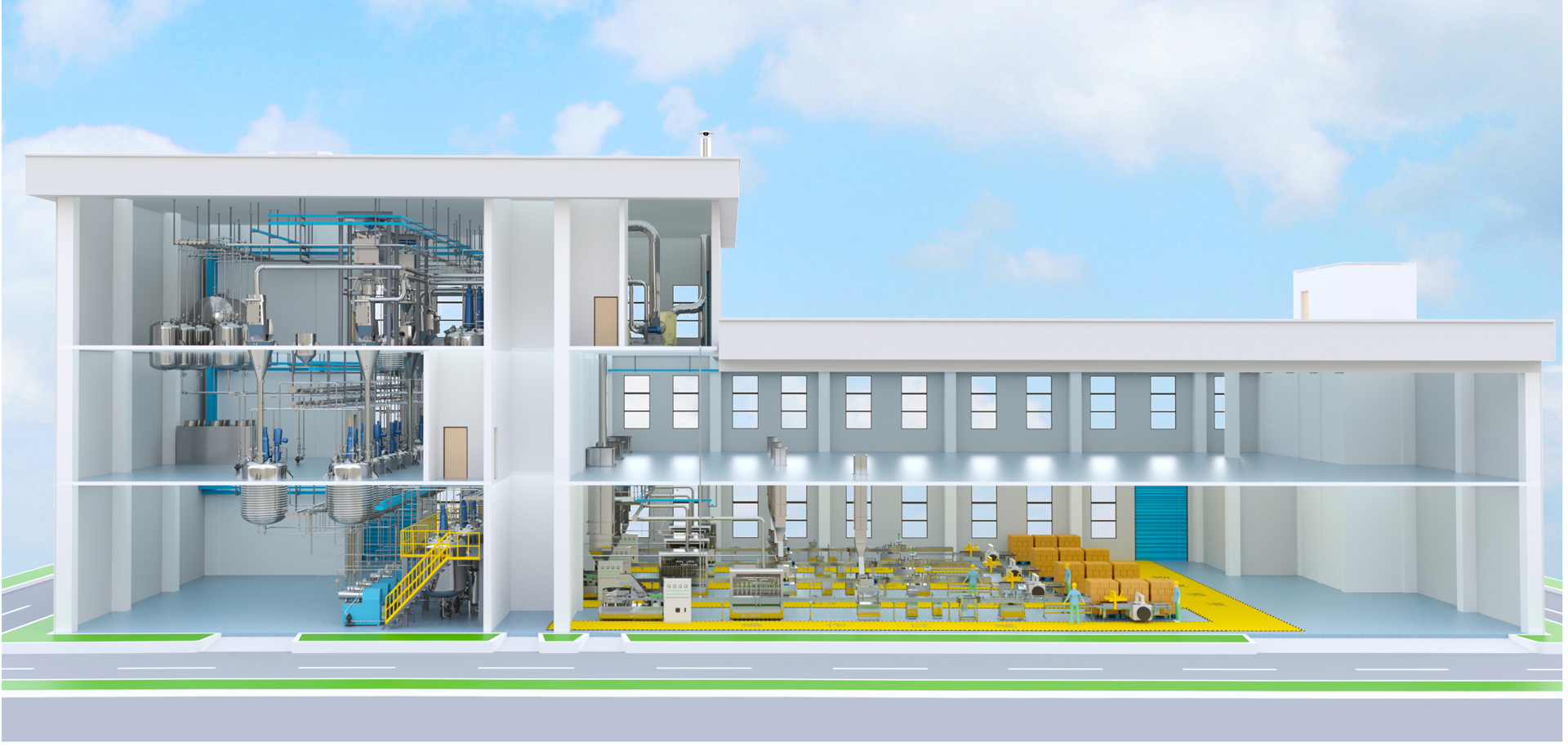
包装车间改造后

设备老化,故障率越来越高,如何处置?
空间利用率低,如何整改?
农化行业是否有一套老旧车间升级专业解决方案?

客户公司在经过严密的市场调查和考量之后,携手金旺智能进行车间升级改造项目!

改造前产能为128吨/天
改造后产能达到288吨/天
改造涉及共计八条生产线组成,实现产能:50000吨/年,车间生产装置工艺先进、二层包材管理,机器人码垛、智能化程度高,实现安全、环保、智能、高效生产。原需人工36人,改造后只需14人,合格率从98%,提升至99.8%!
步履不停 创新不止
金旺智能始终
以客户为中心,以市场为导向
传递到产品的“神经末梢”
致力于为全球客户
提供生产定制化解决方案