分享与关注:
客户实例分享
合作客户企业始创立于2006年,是一家集农药制剂研发、生产、销售、应用推广于一体的国家重点农药制剂企业,连续多年位列中国农药制剂行业销量前40强,所经营产品连续多年被评为“山东省十大农药名牌”产品。公司配置68条全自动生产线,拥有了年产5万吨制剂的生产能力,可为国内外市场提供剂型丰富的农药产品。

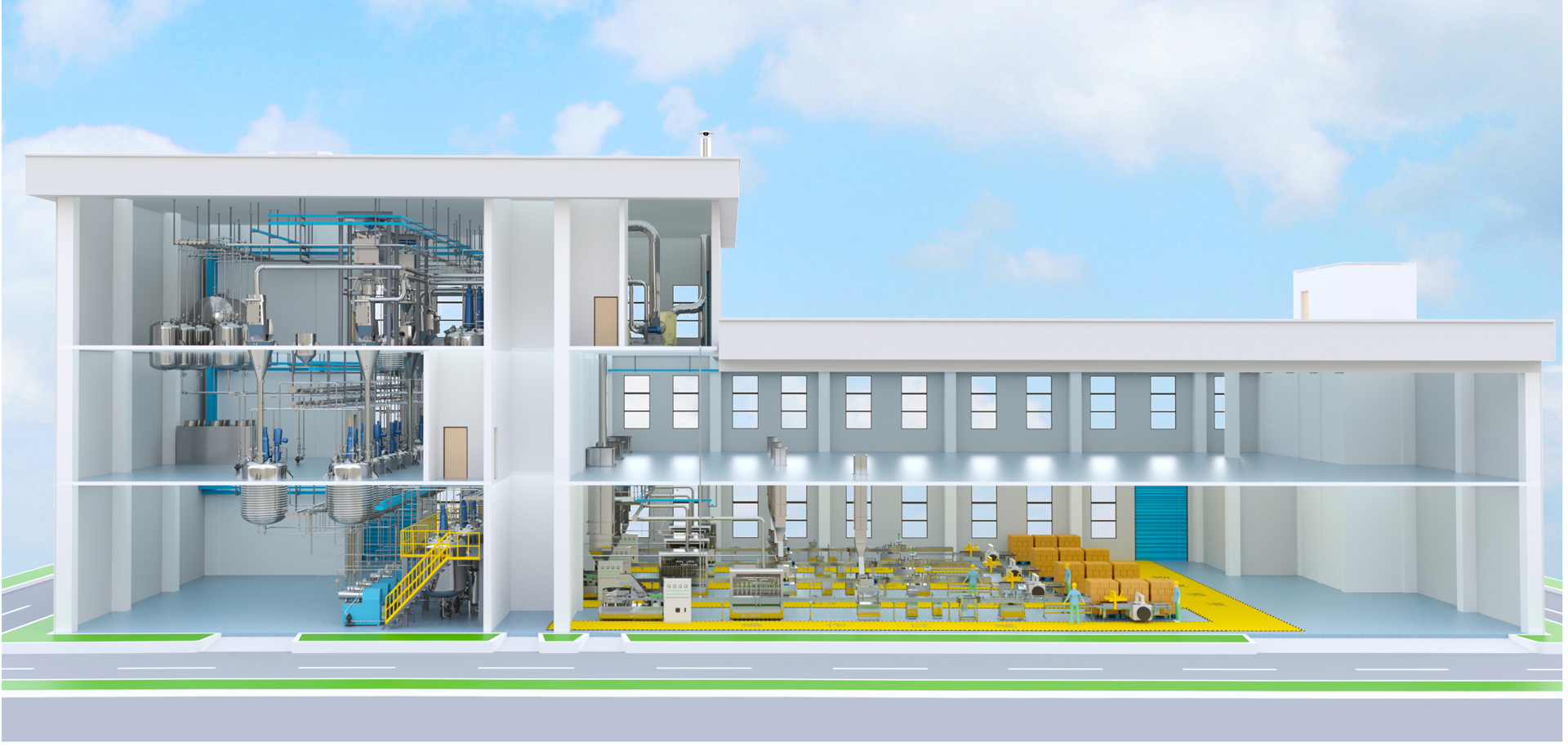
方案设计图

为了顺应高质量发展的需求,客户公司在经过严密的市场调查和考量之后,携手金旺智能进行车间升级改造项目!

本次项目由两个车间组成,其中201车间包含6条智能化生产线分别是:1条20-50ml瓶装线,3条50-1000ml高粘度瓶装线,2条5-30L大桶线;202车间旧线改造增加的设备分别是:自动下瓶、下盖斗,全自动理瓶机和回转式缓冲台。

项目整线配置采用成套自动化控制系统,兼容性好,稳定性高,同时保证更低的能源消耗。设备安全有保障,生产合格率高,确保产线能有序高效的进行运作。
金旺智能一直专注于农化制剂智能工厂一体化打造,为客户带去完善的生产优化解决方案。金旺智能将一如既往保持初心,通过一体化的综合改造技术服务,帮助客户完成各项技改内容和各种复杂的现场问题,使客户省心、省力、省时的同时保证项目效果的良好落地,快速实现车间投产应用!